
Jauna 100% pārbaudīta Common Rail dīzeļdegvielas/degvielas iesmidzināšanas sprausla DLLA155S295c2










produktu detaļas




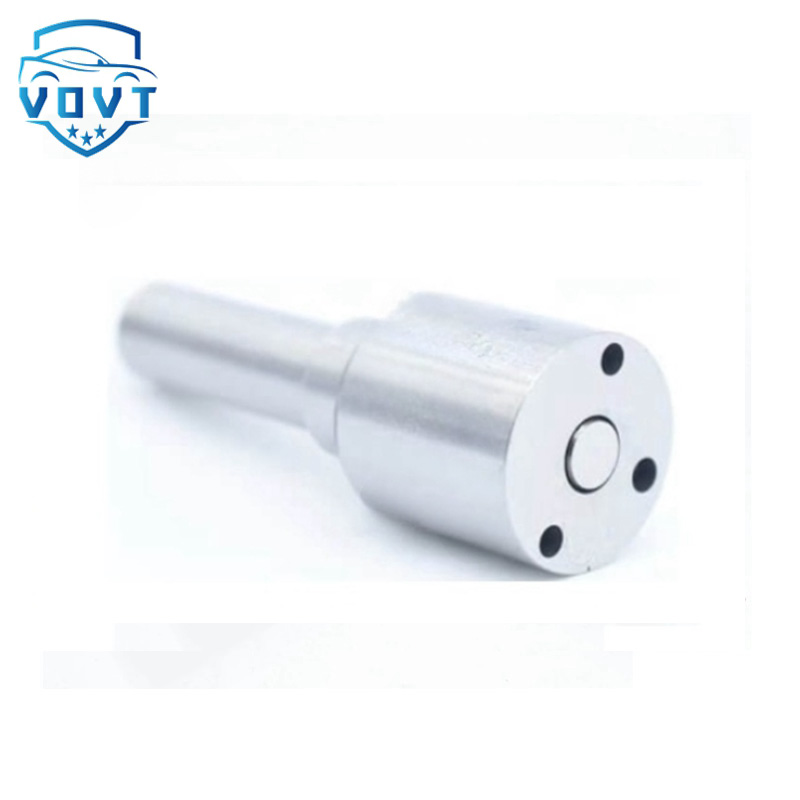
| Produkcijas nosaukums | DLLA155S295c2 |
| Dzinēja modelis | / |
| Pieteikums | / |
| MOQ | 6 gab / sarunāts |
| Iepakojums | Baltas kastes iepakojums vai klienta prasība |
| Izpildes laiks | 7-15 darba dienas pēc pasūtījuma apstiprināšanas |
| Maksājums | T/T, PAYPAL, pēc jūsu izvēles |
Inžektora sprauslu pāra demontāžas process (3. daļa)
Ja adatas vārsta un inžektora korpusa vārsta līnija ir nevienmērīga, to var piespiest sadarboties, klauvējot un apzīmogojot. Ievietojiet eļļā iemērkto adatas vārstu degvielas sprauslas korpusā, uzlieciet virzuļa šķembu uz adatas vārsta roktura un viegli ar pusmārciņu smagu āmuru uzsitiet desmitiem āmuru, lai adatas vārsts un degvielas sprauslas korpuss netiktu spēcīgi sasitīts. . Ja vads ir bojāts, pagrieziet to par 90° un pieklauvēt vēlreiz un pagriezt to kopumā trīs reizes, lai panāktu labu piegulšanu.
Inžektora korpusa vārsta vadam un adatas vārsta vadam ir bojājumu pazīmes. Ja bojājumu pēdas ir lielas, uz adatas vārsta galvas vārsta līnijas uzklājiet nelielu daudzumu rupjas abrazīvās pastas un piestipriniet adatas vārsta rokturi pie speciālā demontāžas instrumenta trieciena un rotācijas slīpēšanai. Ja jums ir stenda urbis vai rokas urbis, varat uzstādīt adatvārsta rokturi uz patronas un pagriezt to slīpēšanai, taču ātrums nedrīkst būt pārāk liels, lai vārsta līnijas dēļ nebūtu grūti atjaunot gludumu. ātrai slīpēšanai.
Slīpējot, inžektora korpuss jāsaspiež ar rokām un nepārtraukti jātriecas un jāgriežas aksiālā virzienā. Sasmalciniet 2–3 minūtes, lai redzētu adatas vārsta konusveida vārsta līnijas savienojuma virsmu. Taču īpaša uzmanība jāpievērš tam, ka abrazīvo pastu nedrīkst uzklāt vai pieskarties adatas vārsta cilindriskajai virzošajai virsmai, lai nobrāzums nesabojātu adatas vārsta cilindriskās virzošās virsmas gludumu. Nosmalciniet bojājumu pēdas, izmantojiet šļirci, lai ieelpotu tīru dīzeļdegvielu, un izskalojiet abrazīvo pastu pret sprauslas korpusa atveri. Pēc tam izmantojiet hroma oksīdu, lai slīpētu inžektora korpusu tādā pašā veidā, kā parādīts 6. attēlā, un pēc tam samaļiet to ar motoreļļu 1–2 minūtes, lai adatas vārsta konusa vārsta līnija sasniegtu apkārtējo gludumu. Vārsta stieples savienojuma virsmas platums parasti ir aptuveni 0,1 mm.
Produktu kategorijas
-

Dīzeļdegvielas inžektors Degvielas iesmidzinātājs 095000-5511 8-976...
-

Cummins Isx15 degvielas iesmidzinātājs 2897320 OEM
-

Dīzeļdegvielas iesmidzinātājs Degvielas iesmidzinātājs 0445120213 Bosch ...
-

Dīzeļdegvielas inžektors Degvielas iesmidzinātājs 0445120032 Kompet...
-

Jauna inžektora sprausla Dlla150pn315 priekš Mitsubishi...
-

Dīzeļdegvielas iesmidzinātājs Degvielas iesmidzinātājs 0445110668 Bosch ...




